
Производство и изготовление плунжерных пар

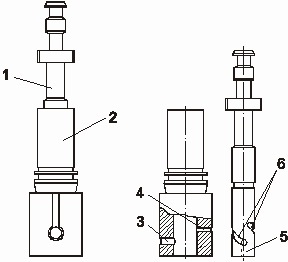
Основныеконструктивные элементы плунжерной пары показаны на рисунке. Плунжерная пара состоит из плунжера 1 и втулки плунжера 2.Втулка плунжернойпары имеет два сквозных отверстия: впускное 3 и перепускное 4, причем первоерасположено несколько ниже второго. На штоке имеется осевое отверстие 5 соединенное с двумя симметричными спиральными канавками 6.
Несмотря на большое разнообразие типов плунжерных пар всеони выполняют аналогичные функции и это определяет сходный характер износов ихрабочих поверхностей. Износ деталей плунжерной пары носит местный характер.Наибольший износ втулка наблюдается на участках, расположенных против впускногои отсечного отверстия втулки плунжера. Наибольший износ плунжера достигает унижней кромки. Характер этого износа - гидроабразивный. Поверхность разрушаетсямелким абразивом, движущимся вместе с топливом. Изнашивание рабочей поверхностивтулки происходит на участках, примыкающих к впускному и перепускномуотверстиям. Характер износа зоны, примыкающей к впускному отверстию в основномабразивный, а зоны, примыкающей к перепускному отверстию - эрозионный. В основу восстановительного ремонта плунжерных пар положено то обстоятельство,что детали пары не взаимозаменяемые. Втулка плунжера обрабатывается специальными притирами с помощью алмазнойпритирочной пасты средней фракции до полного снятия выработки, затем делаетсяполировка втулки притирами с помощью алмазной пасты мелкой фракции. Послеосвежения торца втулки изделие тщательно промывается в специализированном растворес помощью ультразвука. При данной технологии внутренний диаметр втулки плунжера увеличивается и для данного изделия изготавливается новый плунжер нужного размера и с помощьюселективной сборки собирается плунжерная пара. Зазор между втулкой и плунжеромв зависимости от модели составляет 0.5мкм
Отдельно нужно сказать про сталь 25х5м, из которойизготовлена плунжерная пара. Российский рынок заполонили изделия из Китая, нестоит говорить о качестве изготовления, оно может бить и приличным, есливыполнено по современной технологии. Сталь 25х5м Китай не применяет, делаядетали из сталей объемной закалки, такой как ШХ15 или того хуже 40Х. Технология изготовления плунжерной пары упрощается, т.к. не надо следить за снимаемым слоем.Стоимость таких сталей в разы меньше и термообработка гораздо дешевле, нотвердость поверхности на 30-40% ниже, соответственно ресурс плунжерной пары вразы будет ниже.